
Kerf
The amount of material removed as the waterjet cuts through an object is called the kerf. The kerf thickness for our waterjet averages around 0.038″ thick, and it has a slight taper. The kerf depends on material thickness, material type, cut quality, whether the waterjet is piercing or traversing the part, and on how worn the waterjet nozzle is. The diameter of our waterjet’s nozzle is 0.035″, and it is made from carbide, an incredibly hard material. Below is a picture of a cut our waterjet made in half inch A36 steel.



When the waterjet first starts cutting a material, it blasts the material with an extra intense stream of water and garnet while moving the cutter head in small circles. This first cut is called a pierce, and it is wider than the normal cut width.
In the picture below you can easily see how the pierce is wider than the normal kerf. We used a “C” cut quality for the cut. To learn more about our different waterjet tolerance and cut qualities, read our other blog post here.
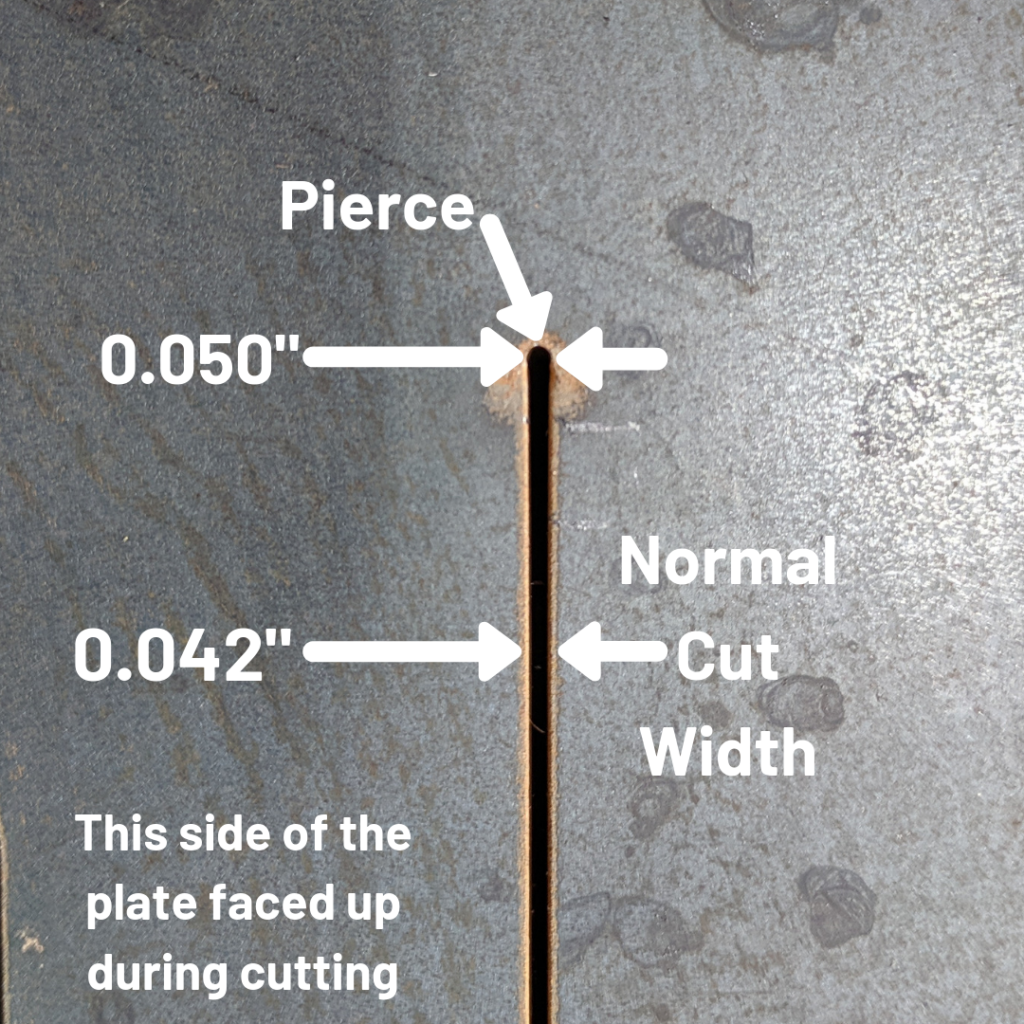
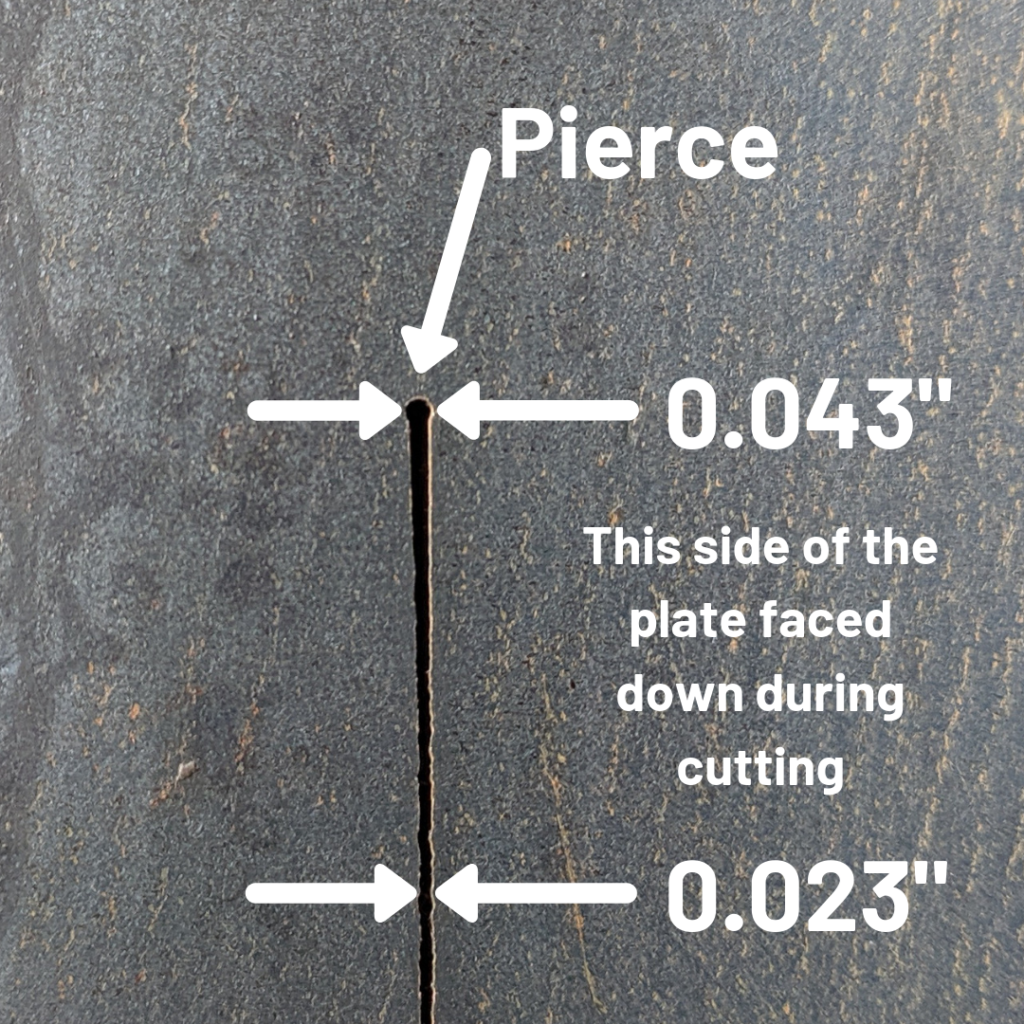
Waterjet cuts have a slight taper to them. The plate pictured above was cut with that side facing the waterjet nozzle. If you look at the other side of the plate, you can see the kerf is smaller due to the taper.
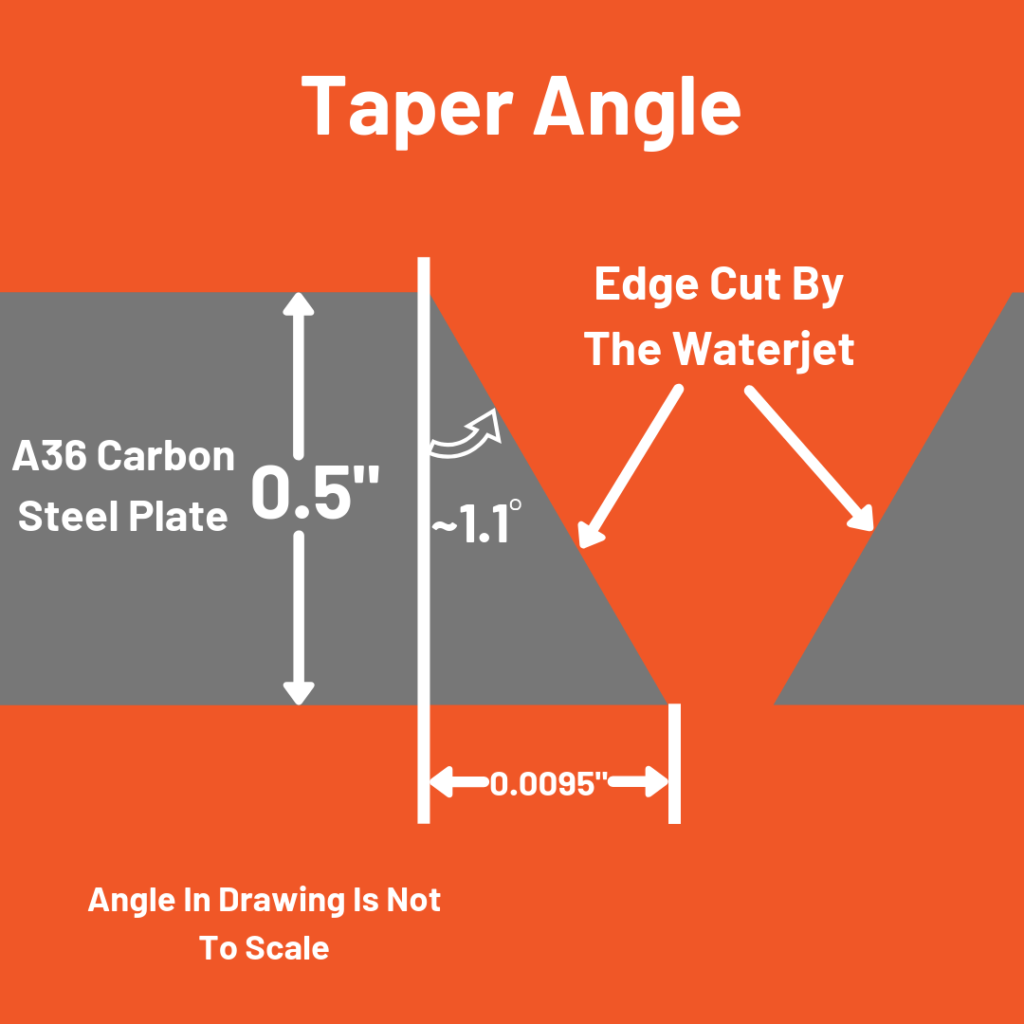
The angle of the taper on this cut is roughly 1.1 degrees. This angle will vary depending on the cut quality, material, and thickness of the material.
Part Spacing
When nesting your parts on a sheet of material to be cut on the waterjet, it is generally a good idea to space parts a minimum of 0.125 inches apart. This allows us to add tabs to your parts that keep your parts from moving during the cutting process. This minimum spacing distance can change depending on your unique needs.
If you would like to know how much it would cost for us to cut your components, click the button below.

